
①滑动前进

②主轴旋转

③接触原料
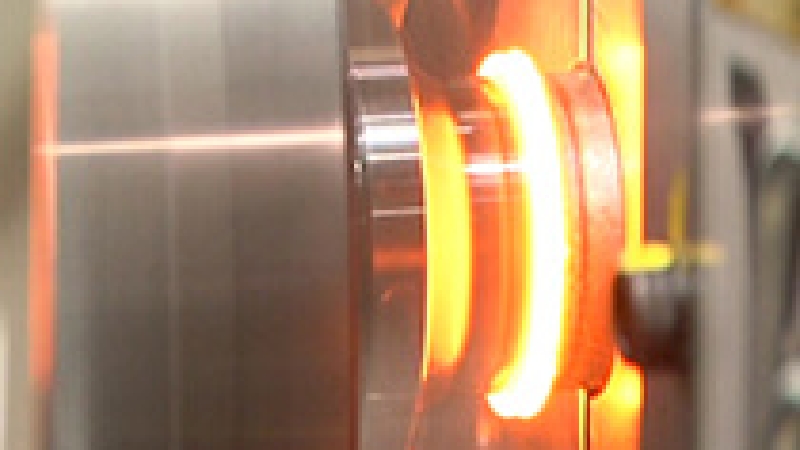
④摩擦发热
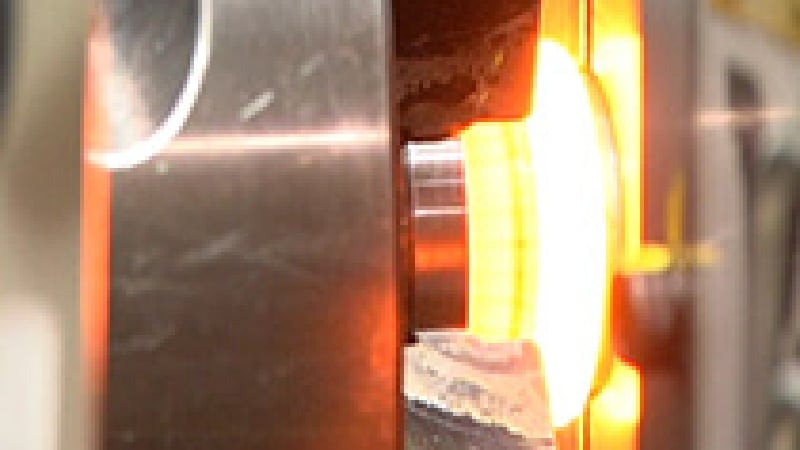
⑤顶锻加压

⑥滑动收纳,排出工件
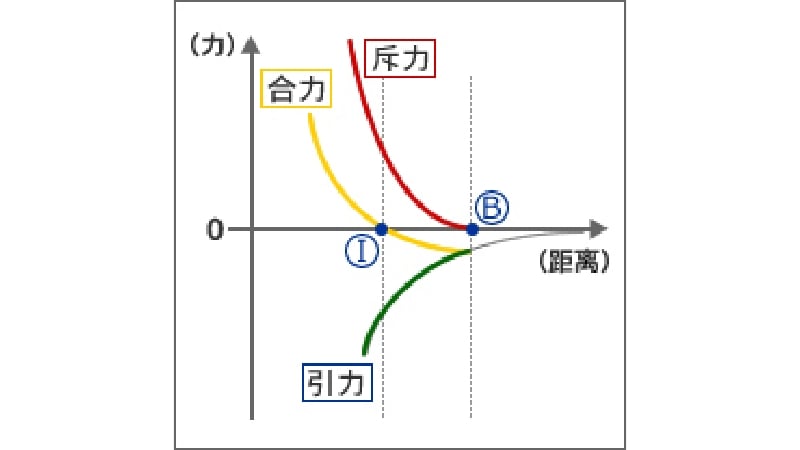
①将由于摩擦发热而软化并因此造成变形阻力降低的两种母材的原子间距离拉近。
②将接触时材料表面原子之间相互拉近的“引力”作用位置(B)靠近,直至该引力与反作用力“斥力”处于平衡状态的位置(I),便可完成接合。
③因此,需要在该金属熔点以下才能形成平衡状态。
④即使在不同种金属之间,只要能形成引力和斥力的平衡状态便能完成接合。
①将由于摩擦发热而软化并因此造成变形阻力降低的两种母材的原子间距离拉近。
②将接触时材料表面原子之间相互拉近的“引力”作用位置(B)靠近,直至该引力与反作用力“斥力”处于平衡状态的位置(I),便可完成接合。
③因此,需要在该金属熔点以下才能形成平衡状态。
④即使在不同种金属之间,只要能形成引力和斥力的平衡状态便能完成接合。

